镍基合金INCONEL 625的焊接
前言:
在石油化工设备工程建设中,总会碰到镍基合金这类材料,因这类材料具备耐开朗气体、耐苛性介质、耐氧化性酸介质浸蚀的优良性能,又具备抗压强度高、塑性变形好、可热冷形变和可生产加工成形及可焊接的特性,广泛运用于石油化工设备中。
比如:在安徽铜陵六国化工合成氨设备气化工厂段中,就会有这类材料,它的详细名字为INCONEL625,用以运输co2介质。关键字:镍基合金焊接热裂纹1
镍基合金INCONEL625的化学成分及对焊接性能的危害以便科学研究INCONEL625的焊接,人们必须对这类材料的化学成分开展掌握。镍基合金INCONEL625的化学成分见表1:
表1镍基合金INCONEL625的化学成分(%)
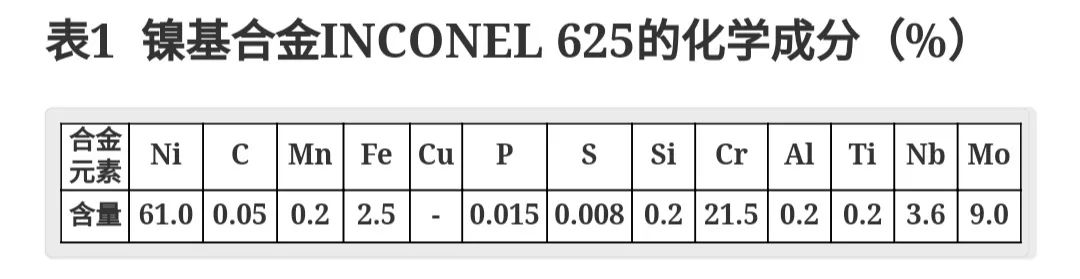
在Ni中加上Al、Cr、Fe、Mo、Ti能造成极强的固溶强化,Mo可改进镍基合金的高溫抗压强度,Nb则能够 平稳机构,优化晶体,改进原材料特性,Cr在Ni中的固溶范畴约为35%~40%,而Mo在Ni中的固溶范畴大概为20%。Cr、Mo等合金制品的加上不仅提升其耐腐蚀性,并且对原材料的焊接特性沒有不好危害。加上Ti、Mn、Nb则可提升原材料的耐热裂纹和降低出气孔。Si在钢中是除氧剂和抗氧剂。而C的含量不大,因Ti和Nb的存有一般不容易造成应力腐蚀。镍基合金的焊接性对S则比较比较敏感,S不溶解Ni,在焊接凝结时可产生低溶点的共结晶,易造成热裂纹。P在镍基合金中也会提升裂纹的敏感度。
2镍基合金INCONEL625的焊接特性
2.1焊接热裂纹
镍基合金INCONEL625在焊接时具备较高的热裂纹敏感度。热裂纹分成结晶体裂纹、汽化裂纹和高溫失塑裂纹。结晶体裂纹最非常容易产生在焊缝弧坑,产生火口裂纹。结晶体裂纹大多数沿焊缝轴线竖向裂开。汽化裂纹则易出現在紧贴结合线的热危害区中,有的还出現在双层焊的前层焊缝中。高溫失塑裂纹既将会出現在热危害区中,也将会产生在焊缝中。各种各样热裂纹有时候是宏观经济裂纹,或宏观经济裂纹随着外部经济裂纹,也有时候只是是外部经济裂纹。热裂纹产生在高溫情况,常温状态不再拓展。
2.2空气污染物的危害
焊接件表面的清理性是确保镍基合金INCONEL625焊接品质的一个重要。焊接件表面的空气污染物关键是表面空气氧化皮和造成脆裂的原素。镍基合金INCONEL625表面空气氧化皮的溶点比母材高得多,经常将会产生焊瘤或细微的不持续的金属氧化物,S、P、Pb、Sn、Zn、Bi、Sb及As等但凡能和Ni产生低溶点共结晶的原素全是危害原素。这种危害原素大大增加了镍基合金焊接时的热裂纹趋向。这种原素经常存有于预制构件全过程中应用的原材料中,比如:植物油脂、漆料、温度测量笔和油性笔的黑墨水常带有这种原素。因而,在焊接前,务必彻底消除,包含焊缝外50mm范围之内均归属于消除范畴。消除方式在于空气污染物的类型,针对植物油脂类化合物,可选用蒸气脱油,或用甲苯清理。针对漆料类化合物,可选用氯甲烷、烧碱溶液、乙醇清理,也可选用打磨抛光的方式消除。
2.3焊接热键入的危害
选用高烧键入会使焊缝连接头造成一定程度的退火,并随着晶体长大了,进而机构产生改变,减少原材料的物理性能。除此之外,高烧的输入,还将会使晶相机构造成过多的缩松,渗碳体沉定并溶解,进而造成热裂纹,并减少耐腐蚀性。在挑选焊接方式和焊接加工工艺时,务必充分考虑这一点,因而,在操作过程时选用小电流量,窄焊缝,双层焊比较有效。必须强调的是,一些镍基合金焊接加温后对挨近热危害区域焊缝机构会造成负面影响。比如Ni-Mo铝合金焊接后需根据淬火解决来清除这类危害,修复其耐腐蚀性。但针对INCONEL625这类铝合金而言归属于Ni-Cr-Mo铝合金,象低合金钢一样,镍基合金的显微镜机构都是铁素体,固体状况下不产生改变,母材和焊缝金属材料的晶体不可以根据调质处理优化,因而,镍基合金INCONEL625不用开展调质处理。
2.4焊接加工工艺特点
(1)液体焊缝金属材料流通性差镍基合金的焊缝金属材料不像碳素钢焊缝金属材料那般流通性好,只是看起来更“浓稠”一些。即便扩大焊接电流量也不可以改进其流通性,它是镍基合金的具有特点。焊接电流量超出强烈推荐范畴不但使溶池超温,扩大产生热裂纹的敏感度,并且易使焊缝中的除氧剂挥发,出現出气孔。电弧焊接时,很大的焊接电流量,也会使焊丝的焊芯发烫,使焊芯掉下来,而丧失维护。因为焊缝金属材料流通性差,不适合流进焊缝两侧使之尽快与母材焊接,因而,为得到优良的焊缝成型,必须选用晃动加工工艺,但这类晃动应是小晃动,晃动力度宜为焊芯或焊条直徑的3倍,另外要兼具到焊缝两侧不错地与母材焊接,根据这类考虑到,这就规定在焊缝制做时,焊缝的生产加工总宽要适度。在焊丝晃动全过程中,应留意到焊缝与母材的相接处,该点既非常容易出現错口,也非常容易出現焊瘤和未焊接,处理的方法是,当焊丝运作到焊缝与母材的相接处时要稍加间断,另外选用短弧实际操作。
(2)焊缝金属材料熔浓淡这都是镍基合金的具有特点,这就规定在制做焊缝时钝边的薄厚要薄。
2.5焊接方式的挑选
依据我国焊接学好强烈推荐的焊接方式,针对INCONEL625这类原材料选用下列焊接方式均可SMAW(电弧焊接)、GTAW(钨极汽体维护电弧焊接)、GMAW(熔融极汽体维护电弧焊接)、PAW(低温等离子氩弧焊)、SAW(电弧焊),当场可依据具体情况挑选。
2.6焊接原材料的挑选
选用汽体维护焊时,应取用型号规格为ERNiCrMo-3的焊条,其成分各自见表2
表2
焊条ERNiCrMo-3的成分

采用焊条电弧焊时,应选用型号为ENiCrMo-3的焊条, 其化学成分分别见表3
表3

通过对比表1、表2和表3可以看出:焊丝、焊条的化学成分与母材的化学成分较为接近,可以选用
。3 焊接工艺施工现场,镍基合金材料的焊接通常采用氩弧焊打底,焊条电弧焊填充和盖面来完成,以下分述其焊接工艺:
3.1 氩弧焊(钨极气体保护电弧焊)
3.1.1 保护气体 推荐使用氩气,有助于清除或减少气孔,保护焊缝金属不被氧化。
3.1.2 钨极
当焊接规范一定时,电极的形状影响焊缝的熔深和宽度。尖头的钨极可保持电弧的稳定和足够的熔深,通常使用的钨极圆锥角为30°~60°,尖端磨平,直径约0.4mm。
3.1.3 氩弧焊焊接工艺
焊接电源采用直流,电极接负极。焊机通常装有高频电流以保证引弧,并装有电流衰减装置以便在收弧时逐渐减小火口尺寸。为改善焊缝金属的抗裂性和减少气孔,焊丝中通常加入Ti、Mn、Nb等合金元素,因此,在焊接时,应使焊缝金属保证至少50%来源于焊丝的填充金属。焊接过程中应避免电弧搅动熔池,以保持熔池平静。焊接过程中,焊丝加热端应始终处于保护气体中,以避免焊丝被氧化和由此引起焊缝金属的污染。焊丝应在熔池的前端进入熔池,以避免接触钨极。保护气体流量应适中,因太大的气体流量可能会导致焊缝金属的快速冷却,因此,保护气体流量宜控制在4~8L/min。单面焊双面成型时(对于D≤600mm的管道),需要在管内输入保护气体。
3.2 焊条电弧焊焊接工艺
焊条应放在防潮的密封容器里,并置于干燥环境中储存。使用前应按制造说明书中规定的温度和时间烘干。镍基合金的焊接工艺与奥氏体不锈钢的焊接工艺相似。由于镍基合金的熔深较浅以及液态焊缝金属的流动性差,在焊接过程中必须严格控制焊接参数的变化。镍基合金焊接时一般采用直流,焊条接正极。每一种类型及规格的焊条都有一个最佳的电流范围。
表4给出了各种规格的镍基合金焊条的焊接电流参考值:
表4

实际操作时还应根据母材厚度、焊接位置、接头形式等作进一步调整。焊接电流是否合适对于保证焊缝质量至关重要。电流太大,会造成电弧不稳、焊条过热而导致药皮脱落,并增大热裂纹倾向。焊接时应尽量把焊缝调成平焊位置,焊接过程应始终保持短弧,当必须采用立焊或仰焊位置时,应采用细焊条和小电流,以便能很好地控制焊缝金属。液态镍基合金的流动性较差,为防止焊缝产生未熔合和气孔等缺陷,焊接操作时要求摆动焊条,摆动幅度视具体情况而定,一般应充分覆盖前一遍焊缝与母材的结合线,但不宜超过3倍的焊芯直径,太宽的焊缝也会因热量过于分散而造成熔合不良、表面凹凸不平等缺陷。这就要求在坡口制作时宽度要适中。焊条每次摆动到最边缘时应稍作停顿,以消除咬边、夹渣等缺陷和使焊缝金属与母材充分融合。
4 结束
语通过对化工合成氨装置气化工段400多个达因口的焊接实践,说明了采用上述焊接工艺是完全可以保证焊接质量的,这从射线探伤合格率为96%的结果来看,就充分证明了这一点。
上一篇:stellite6K合金的引进
下一篇:Incoloy800_Inconel600_Hastelloy C-276与超级不锈钢的医疗应用
最新文章:
> K424 高温合金锻造与铸造该如何取舍?2026-05-14
> K4242 大尺寸铸件组织均匀性如何调控?2026-05-14
> K435 合金切削加工难点底层原因在哪?2026-05-14
> K438 经典铸造合金性能边界如何判定?2026-05-14
> K438G 改性版相较原版优势体现在哪?2026-05-14
> K825 铸造合金高温失效机理该如何解读?2026-05-13
相关文章:
> GH3625 耐蚀强化机制有何底层逻辑?2026-05-12
> Rene41镍基合金的应用短板局限分析2026-05-09
> Hastelloy G-35 vs Hastelloy G-30:2026解析,选材指南2026-04-10
> Inconel X-750合金高温弹簧选材指南2026,精准适配2026-04-09
> Inconel 625合金2026解析,全场景适配2026-04-09
> GH3170是什么材质2026解析,性能详解2026-04-07

